Actualités
Salon Micronora : conférence sur le transfert de technologie

MERCREDI 03.10.2018
Salon Micronora : conférence sur le transfert de technologie.
Perrin Aqua Decoupe cité en exemple d'intégration de robotique industrielle.
Label Productivez 2015

MERCREDI 11.11.2015
Nous sommes heureux de vous informer que Perrin Aqua Découpe fait partie des entreprises ayant reçu le label "Productivez 2015".
Ce label initié par le Symop récompense les entreprises engagées dans une dynamique de modernisation de leur outil de production par l’intégration de machines ou technologies de production au bénéfice de la compétitivité et de l’emploi.
Nous avons été distingués grâce à la mise en place d'une cellule robotisée 6 axes de découpe jet d'eau ainsi que d'un logiciel FAO robotique et un système de palpage.
Centre d'usinage jet d'eau robotisé

MARDI 16.09.2014
Eric Perrin, dirigeant de Perrin Aqua Découpe a été interviewé par EN DIRECT, le journal de l'Université de Franche-Comté pour présenter la conception du nouveau centre d'usinage jet d'eau robotisé qui équipe l'entreprise.
>Cliquez ici pour lire l'article
{kind=link}
Certification ISO 9001
MARDI 16.09.2014
PERRIN AQUA DECOUPE a le plaisir de vous informer que nous avons obtenu la certification ISO 9001 sous le n° : N° 14-07-117
L'USINAGE DES MATERIAUX COMPOSITES
MERCREDI 26.09.2012
Technique de pointe adaptée
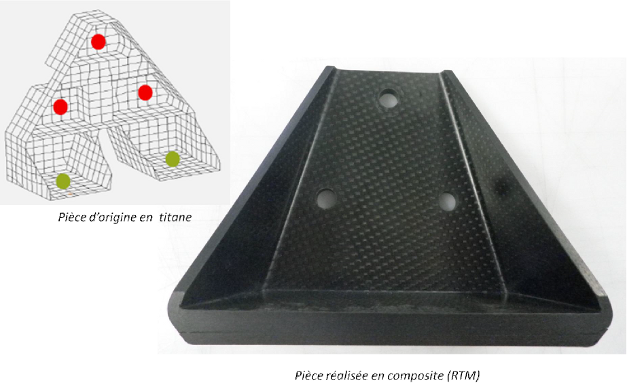
Matériaux composites obtenus par le procédé RTM :
Le procédé RTM, ou moulage par injection basse pression de résine liquide, consiste à remplir l’empreinte d’un moule rigide et fermé par injection de résine en un ou plusieurs points. Parmi les nombreux avantages, la productivité importante induite par ce système permet la production de pièces de grandes séries.
La nature hétérogène et l’abrasivité de ces matériaux rendent les opérations d’usinage délicates.
Les champs d’application :
Aéronautique : panneau de hublot, cône arrière de réacteur...
Matériel agricole : capotage, aile, toit...
Transport en commun : siège, porte, pare-chocs, ...
Sports et loisirs : cadre et fourche de vélo, ski,…
L’usinage d’un matériau composite consiste principalement à couper les fibres en évitant d’engendrer les défauts inhérents à ce matériau.
L’anisotropie, l’hétérogénéité et surtout le très fort contraste de propriétés (raideur, dureté, ductilité ou résistance) entre le renfort et la résine est à l’origine à la fois de la création de défauts lors de l’usinage (fissuration, délaminage, fibres non coupées, arrachements de fibres,…)
Usiner un matériau composite peut entraîner un risque d’endommagement au voisinage de la zone usinée. Il est donc important d’étudier la nature des défauts introduits par la coupe et d’appliquer des techniques d’usinage adaptées aux constituants du composite (morphologie, méthodologie, …) et élaborer des méthodes de contrôle spécifiques.
L'usinage des matériaux composites dépend de l'étude de la qualification des défauts. Leur quantification est importante pour permettre aux concepteurs de structures constituées de ces matériaux de diminuer les marges d'erreur et ainsi d'augmenter la qualité de leur production.
L'usinage des surfaces des pièces en fibres de carbone est une opération exigeante qui demande des solutions novatrices.
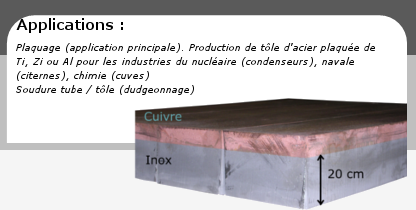
Découpe jet d’eau de matière BI-METAL
LUNDI 21.11.2011
La plaque de tôle BI-Métal, dit tôles plaquées, a été fabriquée par la technologie de soudage par l'explosion. Les premières applications furent la jonction de métaux dissimilaires tels que le titane à l'acier, l'aluminium à l'acier, ainsi que d'autres métaux. Le cas de découpe réalisé par PERRIN AQUA DECOUPE est une plaque résultante de la jonction de l'Inox au cuivre. Son épaisseur est de 20 cm.
Soudage par explosion
Définition
C'est un procédé d'assemblage indémontable, par pression, à l'état solide par haute énergie mécanique.
Principe
Le soudage par explosion utilise l'onde de choc produite par la détonation d'une charge explosive. L'une des pièces est projetée sur l'autre à très grande vitesse, si bien qu'il se produit une liaison métallurgique entre elles. L'énergie cinétique se transforme en chaleur "de peau" qui soude les deux éléments en créant des vaguelettes à l'interface.
Intérêts du procédé
Avantages :
- Caractéristiques excellentes du joint, la résistance du métal le plus faible.
- Convient pour assembler des métaux différents
- Bon marché pour certaines applications particulières
- Procédé autonome, pas de source d'énergie externe, peut-être utilisé sur un chantier pour des soudures sur place.
- Limité au soudage par recouvrement
- Risques dûs à l'emploi d'explosifs (réglementation)
- Demande une personne très qualifiée très empirique (repose sur l'expertise)